полезная информация и советы по укладке, варианты как постелить ламинат самостоятельно
Среди многих видов напольного покрытия лидирующее место занимает ламинат. Связанно это не только с его эстетическим видом, но надежностью, легким монтажом и другими не менее важными характеристиками.
Полезная информация! В нынешнее время производство ламината настолько стало популярным и востребованным, что вытесняет многие позиции других когда-то известных напольных покрытий, включая натуральную половую доску и паркет.
И все это потому, что ламинированное покрытие обладает многими преимуществами, в том числе прочностью, легким монтажом и простым уходом.
Кроме всего в отличие от натурального напольного покрытия, ламинированное намного дешевле и имеет привлекательный вид, поэтому большинство потребителей отдает предпочтение именно ему.
Ламинат высоко качества и показателей производится только с помощью современного оборудования и в определенных условиях.
Область использования.
Ламинированное покрытие можно применять практически в любой сфере строительства, поскольку оно кроме дополнительных положительных качеств обладает двумя самыми главными, а именно — прочностью и практичностью:
Если человек решил сделать ремонт и обзавестись новым напольным покрытием, он может выбрать его любого цвета или оттенка независимо от дизайна и стиля помещения. Связанно это с тем, что ламинат производится в самой разнообразной цветовой гамме, подобрать нужный цвет для помещения не составит труда, чего нельзя сказать о паркетной доске;
Ламинированное покрытие прекрасно подойдет не только для жилых помещений, но и общественных, включая офисы, торговые залы, магазины. Большинство производителей изготавливают данное напольное покрытие, которое предназначено для условий повышенной проходимости. Большинство компаний дают гарантию на свою продукцию от 7 лет и больше;
Устанавливают ламинированное напольное покрытие даже в промышленных зданиях и спортивных сооружениях, поскольку оно обладает повышенной прочностью, обязательно используя подложу под ламинат. В его состав входят компоненты, которые обеспечивают надежность и прочность, позволяют выдерживать большие нагрузки, включая рабочие станки, тренировочное оборудование.
Благодаря таким положительным качествам, становится очевидным, что ламинат более выгодный и практичный материал, в отличие от паркета, который кроме привлекательного вида не может обеспечить высокой прочности напольному покрытию, поэтому не пригоден для условий повышенной эксплуатации.
Предыстория напольного покрытия.
Ламинат стал популярен в Европе еще в прошлом столетии, а именно в средине восьмидесятых годов. В то время многие производители старались опередить друг друга по качеству и прочности производимого материала.
Европейские производители даже в наше время сумели сохранить свое лидерство среди многих производителей ламината других стран мира. Они производят не только ламинированное напольное покрытие высокого качества, но применяют для его изготовления новые технологии, современное оборудование.
Полезная интформация! Хотя нельзя отбрасывать в сторону и других производителей, которые производят ламинат не худшего качества. Просто их бренд не настолько популярен и раскручен, как марке Европейского производителя. На сегодня в Китае, России, Украине производство ламинированных панелей налажено на достаточно высоком уровне.
Компании, занимающиеся производством данного материала, применяют новые технологии, которые постоянно совершенствуются, улучшаются его качества и характеристики. На рынке строительных материалов все чаще можно встретить новинки, различную цветовую гамму, которая прекрасно имитирует мрамор, дерево, гранит или другие замысловатые рисунки.
Многим будет интересно узнать, что сегодня доступно ламинированное покрытие различной текстуры, с интересными рисунками. Можно купить ламинат с фотопечатью. Для многих помещений можно подобрать напольное покрытие, которое будет идеально сочетаться с дизайном комнаты.
Многие строительные супермаркеты могут предложить ламинированное напольное покрытие в широком ассортимента и различных цветовых гамм.
Поскольку спрос на ламинат только увеличивается, он становится все больше популярным среди потребителей, возникла необходимость в привлечении внимания к нему Ассоциации Европейских Производителей, которая ведет контроль над качеством производства данной продукции. Кроме всего Ассоциация является основным и единственным разработчиком стандартов ламината.
Из чего состоит структура ламината.
Доска ламинированная имеет четыре слоя, которые состоят из:
Верхний слой покрыт маламиновыми или акриловыми смолами, которые в свою очередь надежно защищают панель от истирания, царапин, ударов, продавливания и других нагрузок механического характера.
За защитным слоем следует декоративный. Он имитирует различные рисунки:
Древесины любых пород;
Керамической плитки;
Камня.
Потом идет основной слой, который в основном состоит из древноволокнистой плиты обладающей высокой плотностью. Именно этот слой играет важную роль в ламинате, поскольку отвечает за:
Необходимую жесткость;
Теплоизоляцию;
Шумопоглощение.
На фото видно, как по транспортиру движется ламинированные панели, приобретая завершенного вида.
В слое, играющем основную роль, располагается замок, с помощью которого панели соединяются между собой.
От влагостойкости и плотности плит зависит уровень сопротивление к деформации ламинированных элементов под воздействием на них влаги.
Самый нижний слой называется стабилизирующим. Он отвечает за защиту панелей от деформации, обеспечивает достаточную жесткость.
Долговечность напольного покрытия зависит от его качества, а за него, как правило, необходимо платить. Поэтому не нужно считать привлекательным тот ламинат, который стоит дешево, скорее всего, он не обладает теми качествами, которые обеспечат длительный срок эксплуатации.
Некоторые производители ламинированных панелей усовершенствуют свой товар, подклеивая к его нижнему слою пятый слой, то звукоизолирующую подложку, которая существенно повышает качества шумоизоляции напольного покрытия.
Классы ламината.
Класс износостойкости ламинированных панелей определяется по толщине и прочности слоя покрытого меламинированной смолой.
Существует ламинат двух типов, зависимо от области его использования. Таким образом, различают:
Коммерческую группу;
Бытовую группу.
В свою очередь бытовую группу разделяют на классы:
Есть 21 класс, который предназначен выдерживать небольшую нагрузку. Такой ламинат используют только в помещениях жилого типа, то есть в рабочих кабинетах, библиотеках, тихих спальнях;
Отличают 22 класс, который предназначен выдерживать нагрузку средней степени. Его монтируют в приемных, классных комнатах, магазинах небольших размеров, больших офисных помещениях и т. д;
Ламинированные панели 23 класса укладывают в помещениях, где требуется напольное покрытие, которое должно выдерживать нагрузку высокой степени. Это могут быть кухни, прихожие.
Коммерческая группа также не единична и разделяется на следующие классы;
ласс 31 монтируют в помещения общественного типа с нагрузкой легкой степени. Например в небольших помещениях, залах для конференций;
Класс 32 больше подходит для общественных помещений, где напольное покрытие должно выдерживать нагрузку средней степени, то есть в приемных, маленьких магазинах, больших офисах и т. д;
Ламинат 33 класса укладывают в помещениях общественного типа, ресторанах, кинотеатрах, больших супермаркетах, спортивных залах с нагрузкой высокой степени.
Срок службы ламината любого класса зависит от того, насколько правильно его эксплуатируют. Если такое напольное покрытие правильно уложить, потом следовать правилам ухода согласно инструкции производителя, то ламинат прослужит очень долгое время.
Технология производства напольного покрытия.
В нынешнее время ламинат производится по самым различным технологиям, включая DPL, HPL, CPL, DPR. Основой для данного полового покрытия служат плиты ДСП, МДФ, ХДФ.
Кроме всего нужно помнить, что под термином ламинирование подразумевают соединение всех слоев. Оно обеспечивает изготовленному материалу высокую прочность.
Несколько ниже находится описание всех доступных и современных технологий производства, которые на сегодня применяют многие производители для изготовления ламинированной плиты.
Кто-то ошибочно может подумать, что на фото выше находится изображение кожи, но это не так. На самом деле это ламинат современного производства.
Технология DIRECTRARESSURELAMIATE
На сегодня самой известной технологией в изготовлении ламината считается DPL, говоря по-простому, таким образом, производится ламинированное покрытие прямого прессования. Данный метод применяют приблизительно 90% производственных предприятий.
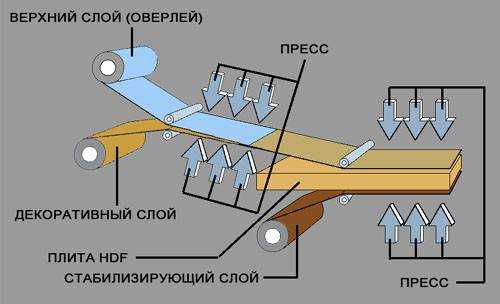
Технология предполагает накладывание поверхностного защитного слоя на слой бумаги с декоративным рисунком. Потом идет основной слой. Далее под плиту, которая составляет основу, подкладывают бумажный лист стабилизирующего слоя.
Полезная информация! ной плиты берут плиту древесноволокнистую, которая имеет высокую плотность HDF. Плиту, которая составит основу, предварительно шлифуют, чтобы создать необходимые условия для качественного склеивания всех слоев.
В результате получится такой себе слоистый пирог ламинированной доски, который в дальнейшем отправляют в пресс. В данном оборудовании происходит процесс спекания всех слоев под высоким давлением и температурой. Спекание длится не больше полуминуты или минуты.
Процесс производства
Когда бумагу пропитывают меламиновой смолой и нагревают, происходит очень прочное приклеивание слоев не только между собой, но также к основе. Чтобы ламинированный лист обладал дополнительными прочностными характеристиками, в поверхностный слой вводят кроме меламиновой смолы, оксид алюминия или как его еще называют корунд.
Корунд обеспечивает поверхностному слою плиты высокую устойчивость к истиранию. Именно это качество имеет большое значение, когда нужно определить к какому классу износостойкости и нагрузки относится плита.
После завершения процесса прессования, ламинированная доска выглядит цельным монолитом, который сложно разрушить, не повредив изделия. Структуру поверхности элементам придают с помощью тиснения, то есть прессования, которое осуществляют с помощью пресс-формы.
Структуру поверхности ламинированным элементам придает матрица, которая расположена в прессе. Одна матрица отвечает за определенную структуру на поверхности, поэтому чтобы получить элементы разных структур, матрицы в прессе можно заменять.
Технология HIGHPARESSURELAMIATE.
Технология HIGHPARESSURELAMIATEили HPL предполагает производства напольного покрытия под высоким давлением. В результате ее применения получаются особо прочные и надежные ламинированные элементы.
Технология проводится с помощью прессования, которое проходит двумя этапами. Сперва формируют верхний слой, в который входит:
Декоративный слой;
Поверхностно-защитный слой;
Один дополнительный слой или несколько крафт-бумажных слоев.
В результате получится высокопрочный и толстый слой. Можно даже подумать, зачем другие дополнительные слои, если толщины верхнего слоя вполне достаточно для напольного покрытия.
Сверху к основе плиты приклеивается подготовленный поверхностный слой. Потом, соблюдая технологию DPL ,снизу к основной плите подкладывают стабилизирующий слой.
Данная технология прекрасно подходит для изготовления высокопрочных столешниц, облицовочных материалов. Ее применяют в судостроении, вагоностроении и т.д.
Решившись покупать ламинированные панели, изготовлены по технологии DPL ,нужно помнить, что такой напольный материал обойдется в копейку, поскольку такое производство очень дорогостоящее и затратное. Изобразить на элементах любое теснение очень сложно.
Технология CONTINUOUSPARESSURELAMIATE.
Технология производства ламината CPL чем-то напоминает производство панелей с применением технологии DPL. Отличаются они разве тем, что данное производство предполагает добавление под декорирующий слой бумаги пару слоев крафт-бумаги.
В результате получаются ламинированные покрытия с повышенной сопротивляемостью к ударам и механическим повреждениям.
Технология DIRECTPRINT.
В отличие от предыдущих технологий производство DPR имеет свою особенность. Заключается она в том, что изготовление ламинированных покрытий проводится без декорирующего слоя. Во время производства панелей декор наносят на плиту, которую перед тем как наносить рисунок нагревают и пропитывают специальными пропитками.
Готовые элементы упаковываются и разделяются прямо на конвейере.
Данная технология популярна тем, что:
Идеально подходит для печати на панелях рисунков любой сложности;
Можно сэкономить на производстве панелей;
Можно изготавливать ламинированное напольное покрытие под индивидуальный заказ и не большими партиями.
Важно помнить, что ламинированные панели необходимо содержать в правильных условиях, чтобы сохранить их начальные качества.
Подводим итоги.
Производство ламината не такое простое дело, как кажется на первый взгляд. Это технология, которая состоит из многих этапов, требующих огромного внимания и терпения. Каждый производитель ламинированного напольного покрытия самостоятельно решает, какая из вышеописанных технологий ему больше подходит, при этом выбирает самый оптимальный, практичный и экономный вариант.
laminatguru.com
Производство ламината: принципы, технологии и решения
Производство ламината – технологически сложный процесс, который требует использование специальных технологий и оборудования, сырья и материалов. Первые попытки сделать напольное покрытие, отдаленное напоминающее современный ламинат, датируются концом 70-х годов прошлого века, когда в этом направлении активно работала шведская компания Perstorp. Предприятие тогда специализировалось на изготовлении стройматериалов и проведении монтажных работ, поэтому в Европе было широко известно.
Первый прототип ламината имел всего два слоя. Для их соединения использовался термически активный клей, но только через несколько лет стала применяться технология высокотемпературного прессования.
Аналог современного ламината, выпущенный компанией Perstorp, появился только в конце 80-х годов. Тогда в этом направлении работало достаточно много компаний, но наиболее успешным было немецкое предприятие Hornitex. Эта компания использовала инновационные технологии и оборудование для изготовления ламинированного пола нового поколения, поэтому ей удалось создать напольное покрытие с неплохими рабочими характеристиками и высокой износостойкостью. Именно немцы первые стали делать ламинат, состоящий из 4-х слоёв.
Сегодня компании используют аналогичные технологии для выпуска ламинированных полов. Если говорить кратко, то процесс производства включает в себя следующие стадии:
Изготовление ХДФ плиты.
Импрегнация верхних слоев.
Соединение всех 4-х слоев под высокотемпературным воздействием.
Процесс облицовки досок.
Распиловка и фрезеровка ламинированных досок.
Изготовление ХДФ-плиты
Сначала выполняется создание ХДФ-плиты, которая представляет собой модифицированную версию ДВП, обладающую повышенной плотностью (более 850 кг/куб.м.). По мере увеличения плотности плиты, будут расти и ее основные эксплуатационные характеристики – прочностные показатели и устойчивость к воздействию влаги.
В качестве основного сырья для производства плиты используется древесина (зачастую сосновая), очищенная от коры. Ее обрабатывают на спецоборудовании до состояния щепы. После этого полученную щепу промывают, убирая тем самым посторонние частицы (различные загрязнения), прогревают паром в специальных емкостях до 170-180 градусов, что позволяет размягчить сырье. Нагревание приводит к тому, что щепа становится пластичной, поэтому затем ее измельчают на волокна.
В полученной массе из волокон древесины добавляют разнообразные компоненты и связующие элементы (полимеры, смолы и т.п.). Далее древесную массу просушивают, убирая из нее практически всю влагу.
Затем высушенная древесная масса поступает на транспортер, где ее выравнивают и предварительно прессуют, что позволяет уменьшить толщину слоя и убрать весь воздух. Именно на этом этапе древесная масса становится похожа на готовую плиту.
Продвигаясь дальше по конвейеру, выполняется обрезка древесной плиты по длине и ширине на заданные габаритные размеры.
Далее готовые древесноволокнистые плиты охлаждаются и складируются.
На последнем этапе ХДФ плиты подвергаются шлифовке и калибровке. Специальные станки делают их максимально ровными.
В том случае, если требуется добиться предельно возможной влагостойкости ХДФ плиты, на одном из этапов древесная масса пропитывается специальными гидрофобными составами.
Импрегнация верхних слоев
При производстве ламината импрегнация представляет собой пропитку материала различными смоляными составами и жидкими защитными компонентами. Разные производители используют различные составы, чтобы пропитать материал. От используемой рецептуры и технологии будут зависеть прочностные и износостойкие свойства поверхности, в том числе и класс эксплуатации. При пропитке зачастую применяются частицы корунда, улучшающие характеристики панели.
Для импрегнации используется обычно специальная система валов, где верхние слои ламинированного покрытия проходят через ванны, заполненные смолами и разнообразными добавками, где они пропитываются и высушиваются.
Интересно отметить, что многие крупные компании, которые специализируются на выпуске ламинированных полов, давно отказались от импрегнации верхних слоев, т.к. закупают эту часть ламината уже готовой у специализированных фирм.
Облицовывание плит
Чтобы получить качественную ламинированную панель, требуется подвергнуть заготовку в виде ХДФ плиты облицовке с помощью оверлея (защитного слоя), пленок из специальной бумаги и смолы. Для этого могут быть использованы различные технологии. Можно выделить следующие методики производства:
HPL.
CPL.
DPL.
CML, RML.
PDL.
ELESGO.
Какие-то из этих методов используются уже достаточно давно, а некоторые являются самыми современными. При этом разные производители могут использовать и традиционные, и современные методики. При выборе ламината для своего дома было бы неплохо уточнить, какая именно технология применялась заводом.
Технологии HPL и CPL
Изначально для производства ламината использовалась только технология HPL, которая представлена в виде процесса каширования. Этот процесс подразумевает склеивание слоёв ламината с использованием специальных клеевых составов. Склеивание может происходить горячим, теплым, холодным способами. Чаще всего применялся и применяется горячий способ склеивания, потому что при его использовании получается достаточно высокое качество соединения материалов.
Этапы процесса следующие:
Сначала выполняется зачистка склеиваемых материалов от загрязнений.
Далее осуществляется нанесение клеевого состава и специального отвердителя.
Затем два слоя, которые нужно соединить, при температуре в районе 250-300 градусов подвергают прессованию при давлении в 200-250 Мпа.
На первом этапе происходит склеивание декоративного слоя и оверлея. В процессе склеивания могут быть использованы верхние слои и до, и после импрегнации. Если пропитка уже была осуществлена, то при соединении слоев высокотемпературным прессованием клеевые составы дополнительно не добавляются.
На втором этапе, чтобы получить уже готовое изделие, склеиванию подвергаются сразу несколько слоев: верхний, основание в виде ХДФ плиты, нижний стабилизационный слой.
CPL – это один из современных видов технологии HPL, при котором для соединения слоев применяются специальные прессы, представленные в виде конвейеров. При использовании технологии CPL верхний слой проходит через вальцпрессы, которые нагреты до высокой температуры, в результате чего он прикатывается к основанию из ХДФ.
Технологии DPL, CML и PDL
Чаще всего современные производители ламината используют технологию DPL. При ее применении подразумевается выполнение одновременного прессования при высокотемпературном воздействий всех слоев ламинированной панели. Самое важно, что данная технология не подразумевает использование клеевых составов, потому что слои предварительно подвергаются процессу пропитки меламиновыми смолами, поэтому именно с их помощью и происходит склеивание поверхностей, т.к. при температуре в 200-250 градусов смола расплавляется и соединяет слои. После нагревания и отверждения меламиновая смола и верхний защитный слой образуют единый поверхностный слой ламинированного пола.
В ряде случаев производители могут дополнительно использовать слои крафт-бумаги, которая размещается между декоративным слоем покрытия и HDF-плитой. Такой подход позволяет на некоторый уровень улучшать качество ламината. Эта технология является разновидностью DPL и называется CML (RML).
В последние годы распространение получила технология PDL, которая подразумевает использование специального оборудования, с помощью которого есть возможность нанести декоративный рисунок (например, имитацию камня или породы древесины) непосредственно на HDF плиту. При применении данной технологии снижаются трудозатраты производства, потому что нет необходимости дополнительно заниматься созданием декоративного слоя и использованием бумаги/картона.
Технология ELESGO
Если производитель использует технологию ELESGO, то процесс изготовления подразумевает особенный способ создания верхнего защитного слоя покрытия. Отвердевание смоляных и иных жидких компонентов в этом случае происходит под воздействием электронного луча, при этом станки для прессования и высокотемпературного воздействия не используются. Также среди отличий можно выделить то, что при использовании этого способа производства применяются акрилатные смолы, а не стандартный меламин.
ELESGO подразумевает, что верхний слой ламината будет состоять сразу из трех дополнительных слоев. В процессе производства декоративный слой покрывается сразу двумя слоями оверлея, которые были сделаны из акрилатных смол и корунда. Такой подход позволяет придать ламинированному полу достаточно высокие прочностные характеристики, повышенную стойкость к возникновению царапин и эксплуатационному истиранию.
После соединения этих трех слоев полученный «пирог» облучают электронным лучом, что и позволяет материалам отвердеть и создать на поверхности эластичную пленку повышенной прочности.
Далее производство ламината происходит стандартным способом: на ХДФ плиту с двух сторон наносится температурно-активный клеевой состав, после чего все основные слои ламинированной панели спрессовываются под воздействием высокой температуры и пресса.
Основным достоинством применения технологии ELESGO является то, что в процессе изготовления не применяются растворители, что и позволяет получить продукцию с максимально возможным уровнем экологичности. Акрилатные смоляные составы такие являются антистатичными, максимально прозрачными, поэтому полученный таким образом декоративный слой имеет отличный внешний вид.
Распиловка и фрезерование
Чтобы получить ламинированные панели нужного размера, на последнем этапе изготовления ламината применяется распиловка и фрезерование. Нарезка листов ламината на доски требуемого размера происходит с помощью специального распиловочного оборудования.
Как только панели будут нарезаны, они отправляются на фрезеровку, где происходит создание замковой системы ламинированного покрытия, нарезка шипов и пазов в торцевой части панели. Замковая система от разных производителей может иметь различную конфигурацию — всё будет зависеть от применяемых технологий и решений.
После распиловки и фрезерования многие производители дополнительно подвергают доски обработке водостойкими восковыми составами, чтобы наделить материал влагостойкими характеристиками. Только после этого происходит зачистка готовых изделий, выполняется их упаковка, складирование и транспортировка до точек продаж.
Процесс изготовления ламината совершенствуется постоянно. Активно развиваются следующие направления:
Модернизация процесса производства в целом.
Технологическая модернизация ламинированных панелей (улучшение функциональности и износостойкости замковых соединений, наделение досок теплоизоляционными и звукоизоляционными характеристиками, улучшение стойкости всего покрытия к воздействию жидкостей и т.д.).
Улучшение внешнего вида ламинированного пола (использование различных дизайнерских решений, создание структурности материала, вариация форм и размеров готовых изделий).
С каждым годом характеристики ламината улучшаются, поэтому вскоре именно этот вида напольного покрытия станет самым востребованным среди частных и корпоративных клиентов. По мере улучшения качества панелей, в условиях высокой конкуренции наблюдается и снижение цены, поэтому современный ламинат может сегодня позволить себе каждый.
rookman.ru
Обзор основных технологий поизводства ламината
Модное и сравнительно "молодое" напольное покрытие появилось в 80-х годах прошлого века и быстро завоевало популярность среди потребителей. Несмотря на большое разнообразие фактур и оттенков, представленных на рынке, все большое количество людей отдает предпочтение качественному и сравнительно недорогому ламинированному материалу, который является прекрасной альтернативой традиционным линолему, ковролину и паркетной доске.
Среди основных достоинств ламината – прочность, простота ухода и широкая сфера применения. Это напольное покрытие успешно используется в квартирах, домах и в офисных помещениях. Оно представляет собой тонкую многослойную панель, каждый слой которой изготовлен из различных материалов, что и позволяет добиться прекрасных эксплуатационных характеристик материала.
Когда появился ламинат?
История производства ламината уходит своими корнями в 1977 год, когда шведской компанией Pergo была создана первая ламинированная доска. Конечно, изделие существенно отличалось от привычного нам покрытия – оно состояло из двух слоев, соединенных с помощью термоактивного клея методом горячего прессования. Новый материал назвали "laminated plastic" (анг. слоистый пластик), а технология его производства (HPL – High Pressure Laminate), оказавшаяся весьма затратной, продолжала совершенствоваться.
Почти 10 лет понадобилось на то, чтобы уже другая компания, "Хорнитекс", представила новую технологию производства ламината – методом прямого прессования (DPL – Direct Pressure Laminate). В новом продукте количество слоев увеличилось до четырех, а в их состав стала входить фольга, пропитанная в фенольной и меламиновой смолах.
Чуть позже немецкая компания HDM предложила принципиально новую технологию, суть которой состояла в создании ламинатной доски, покрытой акрилатным слоем. Декоративная пленка застывала под воздействием электронного луча, а технология получила название EOF.
В нашей стране ламинированное напольное покрытие появилось не так давно – около 15-20 лет назад. Первые ламинированные доски отличались высокой стоимостью и были недоступны массовому потребителю В настоящее время, благодаря постоянному совершенствованию технологий производства ламината, на рынок выходят новые игроки, предлагая качественное покрытие по доступной цене.
Если раньше все производство ламината было сосредоточено в Европе, то сейчас можно приобрести продукцию азиатских и российских производителей, которая отличается более низкой ценой. Традиционно лучшим материалом считается ламинат немецкого производства, а также французского, бельгийского и шведского. Кстати, некоторые европейские заводы по производству ламината открыли свои представительства на территории России, что позволило удешевить процесс изготовления покрытия и, соответственно, предлагать продукт средней и низкой ценовой категории. Первыми российскими компаниями-прозводителями стали "Кроностар" и "Кроношпан" – дочерние предприятия известных европейских марок, позже их потеснили созданные отечественными предпринимателями бренды.
Основные технологии изготовления ламинатной доски
Технологии производства ламината на разных фабриках могут различаться, однако принцип изготовления ламинированных досок во многом схож. Первый этап предполагает изготовление ДВП высокой плотности, от качества которой зависит механическая прочность и влагостойкость будущего покрытия. Основным сырьем для производства такой древесноволокнистой плиты распаренная, измельченная до нужной фракции и высушенная щепа. Её получают с помощью специальных станков, которые рубят очищенное от коры дерево на мелкие кусочки.
В полученный в рафинере материал добавляются смолы, связующие вещества, антисептики и парафин. Процесс пропитывания ДВП, использующихся для изготовления верхних слоев ламинированной доски, называется импрегнацией. От него зависит будущий класс готового изделия, т.к. в результате пропитки повышаются износостойкость и прочность будущего покрытия. Для импрегнации материала используют ванны, заполненные смоляным раствором с различными добавками. Пропитанная им масса отправляется в сушильные камеры, а после – на установку первичного прессования.
Там ковер из щепы становится тоньше почти в 5-7 раз (из него выдавливается воздух) и принимает форму плиты. Первичное формирование поверхности плиты происходит при температуре в 200-300°С и давлении около 300 мПа. В результате повторного прессования, плита прогревается до 190°С под давлением в 40-120 мПа. Окончательное выравнивание поверхности плиты осуществляется под давлением 60-150 мПа.
Конвейерная лента, входящая в состав линии по производству ламината, передвигает спресованное волокно на станок, на котором ковер разрезается на части, в соответствии с заданными размерами (чаще всего 2800 х 4140 мм). Чтобы плиты приобрели стабильную структуру, их на 20-30 минут помещают в специальный охладитель, после чего складывают штабелями на несколько суток.
Далее спресованные плиты отправляются на форматизер – оборудование для производства ламината, которое разрезает заготовку пополам и шлифует её, делая поверхность идеально гладкой, а толщину – одинаково ровной. Чтобы получить влагостойкий ламинат, некоторые производители пропитывают полученную плиту специальными влагоотталкивающими средствами.
На следующем этапе заготовки отправляются на участок прессования, где происходит их облицовывание бумажно-смоляными пленками и оверлеем (от англ. overlay – верхний слой). Как уже упоминалось, на сегодняшний день производители используют несколько технологий производства ламината, а точнее технологий соединения отдельных слоев между собой.
Наиболее распространенным является способ DPL, согласно которому все слои ламината спрессовываются между собой одновременно под воздействием высоких температур. Использование клея не предполагается, поскольку пропитанные смоляным раствором слои, в процессе горячего прессования превращаются в единую монолитную поверхность доски. Если используются дополнительные слои из крафт-бумаги, то такая технология называется CML или RML.
PDL-технология прессования позволяет наносить декоративный рисунок непосредственно на плиту, что позволяет отказаться от верхнего декоративного слоя бумаги. В остальном технология PDL повторяет описанные ранее этапы.
Если производители используют технологию ELESGO, то основным отличием от предыдущих способов прессования является процесс затвердевания оверлея. Покрытый акрилатной смолой, он подвергается воздействию электронного луча. Конечный продукт считается более экологичным , а более прозрачная акрилатная смола обеспечивает лучшую видимость верхнего слоя.
Специальные станки для производства ламината позволяют изготавливать доски как с гладкой, так и со структурной поверхностью, повторяющей рельеф натурального дерева. Используя распиловочные устройства, спресованные панели разрезают на элементы, затем вырезают шипы и пазы (замки ламината), которые позволяют скрепить отдельные доски напольного покрытия между собой и смазывают их восковым покрытием, препятствующему попаданию влаги внутрь. На заключительном этапе производственного процесса доски упаковываются в пачки и отправляются на склад.
Несмотря на наличие, казалось бы, отработанных до мелочей, технологий производства ламинированного покрытия, специалисты не устают их совершенствовать, предлагая еще более качественный, прочный и влагостойкий материал с улучшенными звукопоглощающими свойствами. Кроме того, не прекращается работа над созданием новых форм, оригинальных рисунков и фактурной поверхности ламинатной доски, что сводит имеющиеся различия между натуральным паркетом, плиткой и ламинатом практически к минимуму.
promplace.ru
История и технологии производства ламината
Ламинат довольно "молодое" напольное покрытие, начал свою историю в Швеции в конце 70-х годов ХХ века. Набирая обороты ламинат вытесняет с рынка другие, виды напольных покрытий. Особенно ламинат ударил по эластичным напольным покрытиям.
История ламината.
Ламинат был изобретен в конце 70-х годов ХХ века шведской компанией Персторп ( Pergo). Технология производства ламината, была названа HPL (High Pressure Laminate).Этот метод требовал высоких затрат на производство и не получил широкого распространения.
Не смотря на высокую цену, данная технология продолжила свое развитие и в середине 80-х годов той же шведской компанией Персторп ((PERGO) были изобретены композитные полы.Из композита был выполнен верхний слой пола.
В конце 80-х годов фирма «Хорнитекс» разработала принципиально новую технологию производства ламината. Технология получила название DPL (Direct Pressure Laminate). технология представляет собой производство ламината прямым прессованием Совершенствование технологии привело не только к позитивным, но и к негативным последствиям. В погоне за снижением цены, некоторые производители снизили качество продукции.Верхний слой ламината быстро изнашивался.
В противовес такой продукции Компанией HDM ( Германия) был изобретен новый пол, покрытый сверху слоем акрилата, затвердевшим под воздействием электронного луча. Способ затвердевания поверхности при помощи электронного луча был назван EOF(ElektronenstrahlgehaerteteOber-flaeche)
В России ламинат начал производиться с 2004 года. Это заводы Kronostar (Костромская обл., г. Шарья) и Kronospan (Московская обл., г. Егорьевск). Эти заводы принадлежат к разным веткам некогда единого концерна группы Krono – швейцарской и австрийской
Технология производства ламината HPL (High Pressure Laminate).
Шаг 1 под высоким давлением и при высокой температуре спрессовываются декоративный и защитный слой.
Шаг 2 полученную конструкцию, с помощью клея соединяется с основой
Шаг 3 с другой стороны основы приклеивается стабилизирующий слой.
Шаг 4 все слои прессуются под высоким давлением.
Технология производства композитного ламината.
Отличие этого способа от технологии HPL, состоит в способе производства верхнего слоя ламината
Верхний слой выполнен из композита
Композит PERGO состоит из нескольких слоев высокопрочных бумаг, пропитанных смолами,
Толщина композита составляет от 0,5 до 0,9 мм.(обычные ламинированные полы имеют верхний слой всего 0,2 мм).
Дополнительно к прочному верхнему слою PERGO использует запатентованную конструкцию PSG («Защитник поверхности»), он представляет собой слой смолы, в который помещены частицы диоксида алюминия – второго по прочности материала после алмаза.
Все слои прессуются под высоким давлением и высокой температуре.
В результате получается монолитная плита композита- образующая верхний слой ламината.
Далее процесс повторяет технологию HPL
Благодаря прочности верхнего слоя PERGO гарантирует, что в течение 20 лет пол не изменит цвет под воздействием солнечных и электрических лучей, что пол не протрется более чем на 1 см2, а также любые пятна от веществ, встречающихся в домашних условиях, не останутся на поверхности PERGO. Композитный пол имеет 33 класс. Композитный пол производится и сегодня.
Технология производства ламината DPL (Direct Pressure Laminate).
Шаг 1 шлифуются две древесноволоконные плиты
Шаг 2 между отшлифованными сторонами плит размещается клейкая пленка( фольга) из фенольной смолы
Шаг 3 сверху накладывалась сначала бумага с рисунком, пропитанная меламиновой смолой; затем верхний защитный слой пленки, содержащий минеральные частицы.
Шаг 4 Нижняя сторона покрывалась крафт-бумагой с фенольной пропиткой.
Шаг 5 В результате сжатия под воздействием высокого давления и температуры формировалась ламинатная доска.
Технология производства акрилатного ламината.
Декоративную основу образует бумага с нанесенным на нее декором.
Наращивание поверхности происходит на производственной линии со скоростью 300 м в минуту.
Декор-бумага пропитывается и покрывается следующим слоем , в который для большей износостойкости добавляются минеральные частицы.
Следующий слой смолы определяет стойкость к царапинам и оптические качества (видимость структуры декора), а также антистатические качества поверхности и ее последующий внешний вид (глянцевитость или матовость).
Защитная пленка нужна при ламинировании указанных трех частей в каландре, но ее можно позднее отделить.
Таким образом получен верхний слой ламината затвердевающий при помощи электронного луча и готовый к дальнейшей обработке.
На следующем этапе происходит нанесение этого покрытия и противостяжки(основы ламината) на HDF-плиту, В этом случае применяется технология HPL -все слои склеиваются между собой и затем прессуются под высоким давлением и температурой.
Только акрилатная технология дает возможность получить глянцевую поверхность ламината
Технология CPL(Continuous Pressure Laminate)
Эта технология представляет собой комбинацию DPL и HPL технологий.
Вид технологии, примененный при производстве ламината,производители обычно указывают на упаковке, в виде символов HPL, CPL, DPL.
В продолжении темы
Разбираясь с процессом производства ламината, я обращал внимание и на производство других напольных покрытий.В этой связи, нельзя не вспомнть о производстве керамической плитки и керамического гранита. Интересную информацию о российском производителе керамической плитки, краткую история завода, особенности производства и полный каталог с производимой продукцией смотрите на этом сайте
interior-in.ru
Как производят ламинат Kaindl - этапы производства от А до Я
Ламинированные паркет Kaindl производится в г. Зальцбург (Австрия) на оборудовании, которое по праву может считаться одним из самых инновационных и передовых в напольной промышленности. Площадь завода охватывает свыше 12 000 м2 и делится на специализированные зоны складирования, распиловки, сушки, прессования и ламинирования, завод оснащен большой лабораторий по проверке качества выпускаемой продукции. Сегодня австрийский ламинат Kaindl признан лидером на европейском и мировом рынке по объему реализуемой продукции с охватом географии продаж в более чем 40 странах мира.
Производство плиты-основы (HDF) Kaindl
Производство ламината или ламинированных полов начинается с производства плиты-основы High Density Fiberboard (в переводе с англ. – древесно-стружечная плита высокой плотности).
Для производства древесина подвергается окорке (отчистке бревен от коры). Затем она поступает в рубительную машину, в которой уже получают щепу. Щепа, в свою очередь, проходит через систему сит (sit) (механическая сортировка, которая делит на крупную и мелкую фракции). Крупные частицы уходят на производство ДСП, а мелкие - на производство HDF.
Полученная щепа отправляется на щепомойку (бочкообразную емкость объемом около 9000 куб.м). Все мелкие посторонние включения, которые могут оказаться в щепе (грязь, песок, мелкие камешки, стекло и т.п.) вымываются горячей водой и оседают на дне емкости.
Потом в другой емкости она (щепа) нагревается паром до 95-100 градусов Цельсия, для того чтобы обеспечить одинаковую температуру и влажность материала на входе в пресс. Затем масса попадает на несколько минут еще в одну емкость, где под высоким давлением горячего пара нагревается до 165-175 градусов. Прогретая щепа становится очень пластичной. Это необходимо для качественного измельчения.
На рафинере происходит размельчение. На выходе к древесной массе добавляются связующие компоненты, включая смолы, парафиновую эмульсию и, при необходимости, отвердители. Парафин снижает влагопоглощение плиты, карбомид обеспечивает прочностные свойства, отвердитель служит для стабилизации химических процессов, сопутствующих отвердеванию смолы.
Важно отметить тот факт, что все используемые при производстве ламината Kaindl – экологически чистые и безопасные, что позволяет использовать покрытия Kaindl практически во всех типах помещений, включая детские сады и больницы. Предлагаем ознакомиться с коллекциями Kaindl на нашем официальном русскоязычном сайте.
Следующий этап –сушка (длинная вращающаяся труба, диаметром около четырех метров, длина 120 м). Задача сушильного оборудования не только сушить, но и выравнивать влажность материала по объему древесной массы. После сушки древесная масса проходит через воздушный сепаратор, где отбирается крупная фракция волокна (дополнительный контроль качества).
Участок формирования ковра состоит из двух частей - накопительного бункера, где хранится запас древесной массы для работы в течение 6-8 минут, и непосредственно формирующей машины (ряд роликовых направляющих, которые подают и выравнивают волокно на ленте транспортера). Готовый ковер поступает на предварительное прессование, где проходят процессы выдавливания воздуха из объема плиты - на специальном участке с перфорированной лентой, где становится похожим на толстую рыхлую плиту заданной ширины (равной ширине ленты конвейера) и затем подается на главный пресс.
Этап прессования
Итак, главный этап - прессование. Пресс можно условно разделить на три части. На первом этапе - самая высокая температура (200-230 градусов) и самое высокое давление (до 350 МПа). Основная задача этого этапа - формирование поверхности будущей плиты. Основная задача второго этапа - прогревание центральной части ковра (температура - 190-210 градусов, давление - 40-120 МПа). Заключительный этап - калибровка (выравнивание до нужной толщины). Давление на заключительном этапе - 60-150 Мпа, в зависимости от толщины плиты.
На выходе из пресса установлен стенограф, который фиксирует плотность получаемой плиты и равномерность распределения плотности по толщине. Таким образом, контроль качества ведется непрерывно и автоматически.
Затем "бесконечная" лента HDF режется делительной пилой, "на ходу" получаются прямоугольные плиты формата 2800х4140 мм. Эти плиты попадают в веерный охладитель на 20-25 минут. После охлаждения плиты вылеживаются на складе в течение 1-3 суток) - это время необходимо для завершения физико-химических превращений в объеме плиты.
Для дальнейшего ламинирования или фрезерования шлифованные плиты оказываются предпочтительнее. После шлифования плиты попадают на форматизер (позволяет получить любой формат, меньший 2800х4140 мм).Так как для следующего этапа – этапа ламинирования хорошо подходит общепринятый европейский стандарт древесных плит - 2800х2070 мм.
Получение финишного рабочего покрытия - технологии HPL, DPL и Direct Printing
Большинство ламинированных полов сегодня производятся по технологии DPL (Direct Pressure Laminate - ламинат прямого прессования). Технология HPL (про которую было расcказано в первой части статьи) используется только для дорогих коллекций и довольно редко - эта технология довольно дорогая. Третьим вариантом ламинирования является технология прямой печати (DP), используемая только для самых массовых декоров и пока сравнительно небольшим числом производителей. Суть технологии заключается в том, что рисунок печатается непосредственно на плиту HDF, давая некоторый выигрыш в себестоимости.
Для самой распространенной технологии - DPL - в производстве ламинированных полов используются четыре слоя, прессуемые одновременно:
Верхний слой – прозрачная бумага, пропитанная меламином с добавлением корунда – для обеспечения износостойкости. Этот слой обычно называют «overlay». В зависимости от количества корунда в нем готовое покрытие будет соответствовать более высокому или более низкому классу износостойкости (см. классы ламината).
Второй слой – декоративная бумага. Это обычная бумага с рисунком. Для получения единого покрытия бумага также пропитывается небольшим количеством связующего клея.
Третий слой – плита-основа. Сегодня практически все ламинированные полы выпускаются на основе HDF. Наиболее распространенная толщина - 8 мм. В Западной Европе популярны также толщины 6 и 7 мм, а также - для более дорогих коллекций - от 10 до 14 мм.
Четвертый слой – компенсирующий – крафт-бумага, пропитанная фенольными смолами. Этот слой нужен для компенсации остаточных напряжений при остывании плиты после ламинирования. Без компенсирующего слоя плита выгнулась бы дугой в сторону декоративного слоя. Дополнительным преимуществом использования компенсирующего слоя является повышение влагостойкости ламинированного пола к влаге, проникающей снизу покрытия - от чернового пола.
Получение панелей и замковых соединений
Последний этап - раскрой ламинированной плиты на панели и фрезеровка (это процесс механической обработки, при котором режущий инструмент (фреза) совершает вращательное движение с одной скоростью, а обрабатываемая заготовка — поступательное движение с другой скоростью) краев панелей. Обычно сначала фрезеруются края по коротким сторонам плиты, а затем - по длинным. Сложное сечение замковых соединений получается несколькими десятками фрез, расположенных последовательно вдоль конвейера, по которому проходит заготовка напольной панели. От точности настройки фрез зависит качество будущего соединения - а значит и качество покрытия в целом: его прочность, визуальная привлекательность (отсутствия ступенек, белых полос и зазоров в стыке панелей), и - в числе прочих факторов - влагостойкость.
Дальше, всем знакомый этап упаковки: готовые панели упаковываются в пачки, пачки запечатываются в полиэтиленовую пленку (обычно под пленку вкладывается инструкция монтажа и описание производителя и коллекции). Пачки укладываются на паллеты и, для защиты от повреждений при транспортировке, закрываются специальными уголками и полиэтиленовой пленкой.
Ламинированные напольные покрытия довольно быстро развиваются. Клеевые соединения изжили себя в истории развития этих покрытий. При таком соединении сами панели стоили немного дешевле бесклеевых, но это не приносило выгоды - для укладки клеевого ламината требовались квалифицированные специалисты, дополнительные материалы и инструменты. Кроме того, такой пол не допускал перенастила и замены поврежденной доски в уже готовом покрытии поверхности.
Сегодня безусловно на рынке доминируют бесклеевые коллекции. Они просты в монтаже, допускают несколько перенастилов и при этом не проигрывают клеевым коллекциям во влагостойкости и прочности. При использовании соединения типа "вкладыш" (click) количество перенастилов практически не влияет на состояние замка и поэтому никак не сказывается на долговечности. Такие замки удобнее и при монтаже - одна панель вкладывается под углом около 40 градусов в отверстие замка соседней панели, после чего без усилия опускается до горизонтального положения. В таком положении панели надежно и плотно фиксируются друг относительно друга, не образуя внутренней полости. Читайте подробнее о том, как укладывать ламинат Kaindl ЗДЕСЬ.
Соединения типа "защелка" (lock) более требовательны при монтаже, а также менее долговечны. При монтаже одна панель вбивается в другую, происходит небольшая деформация при защелкивании замка, следовательно, его состояние немного нарушается. После нескольких перенастилов может появиться видимая щель между панелями. Кроме того, замок-защелка менее стабилен в производстве; уровень брака достаточно высокий.
Наиболее распространенной схемой - удобной для монтажа ламинированных полов даже обычным покупателем - считается схема с замком-вкладышем по длинной стороне панелей и с замком-защелкой по короткой стороне.
Итак, вы полностью ознакомлены с процессом создания ламинированных полов, что обязательно поможет вам при покупке, так как вы сможете выбрать лучшую ламинированную доску по нужным вам критериям.
kaindle.ru
монтаж своими руками, особенности оборудования, фото
С каждым днем во всем мире производство ламината набирает обороты, постепенновытесняя с позиций лидеров в семействе напольных покрытий — паркет и половую доску. Такую популярность ламинированное покрытие заслужило благодаря отличительным свойствам: во-первых, высокой прочности, во-вторых, простому уходу и монтажу.
Также стоит указать и на то, что стоимость материала доступна практически каждому человеку, что делает его востребованным во всех слоях населения.
Необходимо понимать, что качественный ламинат возможно произвести только на современном оборудовании и в подходящих условиях
Сфера использования
Именно два первых свойства, а точнее — прочность и практичность, позволяют применять данное покрытие практически в любой области строительства:
Частные дома и жилые квартиры – широчайшие спектр цветовой гаммы уникален, у потребителя отсутствуют границы выбора, которые существует при выборе паркетной доски.
Офисные помещения, торговые залы магазинов – уникальный защитный слой современного напольного покрытия позволяет использовать его даже в условиях повышенной проходимости. При этом срок службы ламината составляет не 1-2 года, а более 5-7 лет, в зависимости от производителя.
Промышленные и спортивные сооружения – прочность материала достигается путем использования различных компонентов, что позволяет выдерживать высокие нагрузки, к примеру, от станков, оборудования, тренировок.
Как видите, ламинат востребован практически везде, и при этом его цена в несколько раз ниже, чем на аналогичные варианты «нежного» паркета, который не способен справляться с повышенной эксплуатацией. А это, согласитесь, несомненный плюс в копилку современного материала.
Немного предыстории
Ламинат стали использовать в середине восьмидесятых годов прошлого столетия в Европе. Европейские производители и по сей день сохраняют пальму первенства по производству ламината, именно там возникают все новинки, происходит усовершенствование оборудования.
Но нельзя говорить и о том, что в остальных частях света насыщение строительного рынка напольным покрытием на нуле.В последние годы производство ламинированных панелей также освоили изготовители строительных материалов Китая, России и Украины.
Производители данного материала постоянно совершенствуют качественные характеристики и технологии изготовления ламинированного покрытия. Все больше возникает новинок, цветовая гамма которых идентична натуральным: мрамор, гранит, дерево, пластик и многое другое.
Интересно! Современные производители предлагают ламинированное покрытие со всевозможными текстурами и рисунками, вплоть до фотопечати с различными изображениями. Также ламинату научились предавать фактуру поверхностей, которые он имитирует, что создает идеальную картину достоверности.
На сегодняшний день представлено более нескольких десятков различных цветовых решений для ламината
С учетом увеличения спроса на ламинат до огромных масштабов и больших объемов продаж появилась необходимость в организации Ассоциации Европейских Производителей данного покрытия. Она уже много лет и по сей день осуществляет контроль качества продукции и является разработчиком стандартов ламинированного покрытия.
Структура ламината
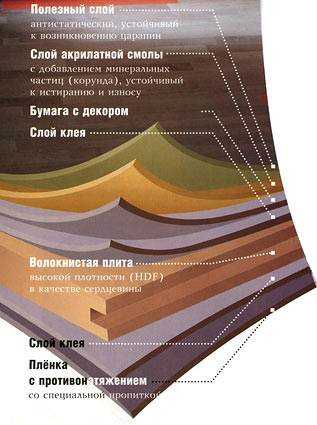
Ламинированная доска представляет собой четырёхслойную конструкцию, состоящую из:
Наглядный рисунок того, что собой представляет напольный ламинат
Верхнего слоя — из меламиновых или акриловых смол, которые обеспечивают защиту панели от истирания и других механических нагрузок (ударных, царапающих, продавливающих).
Под защитным слоем расположен декоративный слой, на котором нанесен рисунок, с имитацией:
Древесины, различных пород.
Камня.
Керамической плитки.
Основой ламинированной доски является древесноволокнистые плиты высокой плотности. Именно этот элемент структуры ламината выполняет самые важные функции:
Обеспечение жесткости.
Теплоизоляция.
Шумопоглощение.
Панели движутся по транспортиру, постепенно приобретая окончательный вид, складывая «пирог» из нескольких слоев
Также в основном слое вырезается замок для соединения напольных панелей друг с другом.
От качества несущего слоя (плотности плиты и влагостойких пропиток) зависит сопротивление ламината к изменению геометрии под воздействием влаги.
Стабилизирующий нижний слой ламинированной панели обеспечивает ее защиту от деформации, повышает жесткость.
Чем дешевле ламинат, тем ниже его качество, что, соответственно, отразится на долговечности материала
К сведению! К нижнему слою ламината некоторых коллекций подклеивается звукоизолирующая подложка, повышающая свойства шумоизоляции пола.
Полезный совет для тех, кто будет класть ламинат своими руками – пол необходимо предварительно выровнять
Классность ламината
Толщина и прочность верхнего меламинового слоя ламинатного покрытия определяет его класс износостойкости.
Также различают два типа ламината, по сфере его использования:
Коммерческая группа.
Бытовая группа.
Бытовая группа делится на три класса:
21 класс рассчитан на легкую степень нагрузки, рекомендован для использования в жилых помещениях (кабинетах, спальнях, библиотеках).
22 класс используется в жилых помещениях со средней степенью нагрузки (детские комнаты, гостиные).
23 класс рекомендован для жилых помещений с высокой степенью нагрузки (прихожие, кухни).
Ламинат коммерческой группы, в свою очередь, также разделен на классы:
31 класс рассчитан на общественные помещения с легкой степенью нагрузки (в маленьких офисах, конференц-залах).
32 класс подходит для общественных помещений со средней степенью нагрузки (приемные, большие офисы, классные комнаты, маленькие магазины и т.п.).
33 класс рассчитан на полы общественных помещений, ресторанов, кинотеатров, крупных магазинов, спортивных залов, для которых характерна высокая степень нагрузки.
Срок качественной эксплуатации покрытия любой классности гарантирован только при соблюдении рекомендаций и правил монтажа, эксплуатации и ухода за ламинатом, которые содержит инструкция производителя.
Совет! Используя в бытовых условиях ламинат коммерческой группы той или иной классности, вы сможете пролонгировать срок службы покрытия с сохранением его эстетически привлекательного внешнего вида. При этом вам не страшны факторы, ухудшающие эксплуатацию: проживание в вашем доме животных, хождение по ламинату на тонких каблуках, частое перемещение мебели.
Производство ламинированного покрытия
На сегодняшний день производство ламината осуществляется по технологиям DPL,HPL,CPL и DPR. Как мы уже знаем, в качестве плиты основы используют ДСП, MDF,HDF.
Обратите внимание! Понятие ламинирования – это соединение нескольких слоев, что обеспечивает в результате высокую прочность материала.
Ниже будут описаны все доступные и известные технологии производства, которые используются в современном мире.
Если вы думаете, что на фото- кожа, то вы глубоко ошибаетесь, это современный ламинат
Технология Directparessurelamiate
Самой массовой технологией изготовления ламината сегодня является технология DPL (directparessurelamiate) – ламинат прямого прессования. Подобным способом производится около 90% ламинированных покрытий в мире.
В соответствии с этой технологией поверхностный защитный слой накладывается на декорирующий слой бумаги. Далее рабочий слой – основа. Под плиту основы подкладывается лист бумаги стабилизирующего слоя.
В качестве основы лучше всего использовать древесноволокнистую плиту повышенной плотности НDF. Плита — основа подвергается обязательному шлифованию, для создания условий хорошего склеивания слоев. Слоистый пирог ламинатной доски отправляется в пресс. Там при давлении 2000-3000 килограмм на метр квадратный и высокой температуре, порядка 200 градусов С, происходит процесс спекания слоев друг с другом, на протяжении от 0,5 до 1 минуты.
На рисунке продемонстрирован процесс изготовления напольного покрытия путем прессования
Пропитка бумаги меламиновой смолой при нагревании обеспечивает высокопрочное приклеивание друг к другу и к основе. В поверхностный слой, помимо меламиновых смол вводится корунд (оксид алюминия), для придания поверхности ламината дополнительных прочностных характеристик.
Доля корунда в поверхностном слое ламината обеспечивает степень устойчивости к истиранию, что и является определяющим фактором класса износостойкости и класса нагрузки. Чем больше корунда в меламиновом слое, тем более высокую классность присваивают ламинированному покрытию.
По окончании прессования доска ламината представляет собой монолит, который невозможно разделить на слои без разрушения изделия. Пресс-форма (металлический лист), с помощью которой осуществляется прессование, имеет определенную структуру поверхности, которая формирует тиснение на поверхности ламинированных элементов.
Матрицы пресса могут заменяться, благодаря этому одно и тоже оборудование для производства ламината позволяет выпускать материал по технологии DPL с разнообразными тиснениями поверхности.
Фотопечать на ламинированных панелях позволяет осуществить все ваши мечты – создать именно тот пол, который вы хотите
Технология Highparessurelamiate
Производство напольного покрытия по технологии HPL (ламината высокого давления) позволяет добиться в результате выпуска особо прочных ламинированных покрытий.
Эта технология подразумевает под собой спрессовывание в два этапа:
Формирование верхнего слоя ламината, который состоит из:
Декоративного слоя.
Поверхностного защитного слоя.
Дополнительного одного или нескольких слоев крафт-бумаги.
На выходе получается довольно толстый и прочный верхний слой, который уже сам по себе может служить покрытием, без наличия дополнительных слоев.
Готовый поверхностный слой приклеивают к основной плите сверху. Снизу по аналогии с производством по технологии DPL подкладывается стабилизирующий слой.
Примечание! Кроме ламинированных полов по технологии HPL производят особо прочные высококачественные столешницы для кухонных гарнитуров. Также изготавливают облицовочные материалы для других поверхностей, которые используются не только в строительстве домов, но и вагоностроении, судостроении, сооружениях сферы развлечений.
Однако исключительно высокая прочность ламинированных покрытий изготовленных по технологии HPL требует больших затрат при производстве, что делает продукцию дорогостоящей. А также осложняет тиснение поверхности.
Рулоны декоративного слоя, который и является решающим фактором при выборе покрытия
Технология Continuousparessurelamiate
Технология производства ламината непрерывного давления (CPL) созвучна с технологией DPL. Единственное различие — в процессе изготовления под слой декорирующей бумаги добавляется один – два слоя крафт-бумаги, что повышает сопротивляемость ударным нагрузкам ламинированных покрытий.
Технология Directprint
Отличие новой технологии производства ламината DPR от трех предыдущих в отказе от бумажного декорирующего слоя. Декор при этом способе производства наносится непосредственно на плиту, предварительно разогретую перед нанесением рисунка и обработанную специальной пропиткой.
Готовые панели, не сходя с конвейера, разделяются и упаковываются
Преимуществ этой технологии несколько:
Идеальная адаптация для печати необычных рисунков, ярких цветов и оттенков.
Удешевление производства ламината.
Возможность индивидуального подхода к заказам и выпуска ламината маленькими партиями.
Правильное хранение материала – одна из важных составляющих качественного напольного покрытия
Вывод
Как видите, производство ламината это не однотипный процесс, требующий малогабаритного оборудования, а целая технология, состоящая из различных направлений. Каждый тип производства имеет как плюсы, так и минусы, отчего и существует столько разновидностей, все стараются найти наиболее практичный вариант, который не будет требовать особых усилий и затрат.
Неудивительно, что в скором будущем может появиться еще одного ответвление с использованием совершенно иной технологии и оборудования. В представленном видео вы найдете дополнительную информацию по данной теме.
shkolapola.club
Производство ламината как бизнес идея.
Ламинированное покрытие более влагостойкое и износостойкое, а так же менее подвержено стиранию, чем линолеумное. Производители ламината могут предложить огромный выбор продукции, отличающейся друг от друга декоративными элементами и цветовой гаммой. Современные технологии позволяют имитировать внешнее покрытие ламината под ценные породы древесины или другие материалы.
Появился ламинат в нашей стране не так уж и давно, лет 15 назад, а стоимость его была довольно-таки высокой, так как привозили его из-за границы. Впоследствии стали появляться и российские производители, а следовательно начала расти конкуренция в этой области, что в дальнейшем привело к снижению цен. На сегодняшний день существует огромный выбор ламинированного покрытия, разного качества и дизайна. Наиболее качественным является ламинатное покрытие немецкого производителя (ламинат kronotrex), но и цена у него самая высокая, так как технология производства создаёт большую себестоимость.
Конечно же европейские компании присматриваются к нашей стране, но вот из-за определённых нюансов ведения бизнеса, часто ограничиваются лишь представительствами или вовсе их деятельность носит консультирующий характер. Примерно 30% рынка ламита приходится на долю Китая, что не удивительно в наше время.
Предприятия по производству ламината у нас появились в первые в 2003 году, но их можно было назвать лишь дочерними компаниями европейских холдингов. А вот в 2005 году на рынке появилась компания «Техносила», которая была исключительно российская, и производившая ламинат высокого качества(33 класса).
Производство ламината
Технология производства ламината не такая уж и простая. Основа ламината это ДВП, и чем выше плотность древесной плиты, тем сильнее влагоустойчивость и лучше прочностные характеристики.
В качестве сырья используют очищенное от коры дерево, которое специальным оборудованием рубится на щепку. Производительная линия стоит в среднем 26 млн руб, однако рентабельность производства ламината составляет порядка 30%.
К расходам так же стоит приплюсовать:
аренда помещения площадью в 2 тыс. кв. м
закупка сырья
заработная плата рабочим (штат в 15 человек минимум)
регистрация фирмы и получение сертификата
Проблема заключается в поиске подходящего сырья, которого на российском рынке практически нет, поэтому его придётся закупать за рубежом.
Разумеется нужно заранее продумать каналы сбыта, потому что на поиск оптовых покупателей может уйти много времени из-за конкуренции. Как вариант, желательно создать интернет магазин, запустить контекстную рекламу и привлекать клиентов через интернет. Пример интернет магазина по продаже ламината можно посмотреть тут.
Особое внимание нужно обратить на получение сертификата, так как требования к такой продукции серьёзные. Всё дело в том, что ламинат содержит фенолформальдегидные смолы, содержание которых должно быть строго в определённом количестве. Завод так же должен предоставить гарантию на ламинатное покрытие, обычно около 5 лет.
businessandmoney.ru
как их делают, заводы и линии, ГОСТ, как сделать их своими руками при помощи пленки или альтернативных методов
Ламинированная древесностружечная плита (ЛДСП) – это основной компонент для производства корпусной мебели, который достоверно имитирует натуральную древесину, но обходится во много раз дешевле.
Дешевизна обусловлена использованием отходов деревообработки — стружки.
Производство ЛДСП имеет несколько основных технологий.
Далее мы расскажем:
что такое ЛДСП;
чем производство ЛДСП отличается от производства ДСП;
какие документы регламентируют качество ЛДСП в России;
какое оборудование применяют для ламинирования;
как изготавливают кромочную ленту;
как ламинируют ДСП самостоятельно.
Что это такое?
ЛДСП – это обычная древесностружечная плита, о которой мы рассказывали тут, облицованная декоративным покрытием.
Покрытие может быть, как одноцветным и гладким, так и разноцветным или имитирующим текстуру древесины.
Основные характеристики, такие как:
прочность на изгиб;
способность удерживать шуруп;
плотность;
классы влагостойкости;
класс эмиссии формальдегида;
горючесть
полностью соответствуют этим же характеристикам исходного материала.
Толщина ламинированного материала зависит от его назначения. Для изготовления корпусной мебели чаще всего берут ЛДСП толщиной 16 мм, однако крышки столов часто делают из плиты толщиной 25–38 мм.
ЛДСП для облицовки стен, пола и потолка изготавливают из ДСП толщиной 8–12 мм.
Ламинирующий слой с объемным рисунком увеличивает толщину древесно-стружечной плиты, ведь такой рисунок создают с помощью прессования основного слоя, продавливая на нем контуры рисунка.
Наружная пленка лишь повторяет контуры этого рисунка.
Как делают ЛДСП?
Для изготовления ЛДСП используют обычные шлифованные древесностружечные плиты, поэтому их выпускают на заводе по производству ДСП, подключив участок ламинирования.
Причем для покрытия исходного материала ламинирующей пленкой применяют 3 технологии:
ламинирование;
каширование;
гладкое ламинирование.
Ламинирование
При ламинировании на основу наклеивают 1–2 слоя специально подготовленной бумаги, причем первый слой — основу — делают максимально толстым, чтобы в нем можно было продавить рисунок.
Толщина основы, в зависимости от глубины рисунка, может достигать 0,5–1 мм, толщина второго слоя составляет десятые, а то и сотые доли мм.
Поверх этих слоев укладывают еще один, изготовленный из прозрачной бумаги и смеси различных смол, которые при нагреве превращаются в прочную пленку, надежно защищающую декоративную поверхность.
На подготовленную поверхность ДСП укладывают основной слой и придавливают его горячим штампом с подходящим рисунком.
Температура поверхности штампа составляет 150–220 градусов, благодаря чему пропитывающая основной слой смола смешивается со смолой, склеивающей стружку в ДСП и, бумага становится неотделимой частью плиты.
Затем таким же образом наклеивают декоративный слой с подходящим рисунком и наружный слой, обеспечивающий защиту плиты от повреждений.
На некоторых предприятиях все слои покрытия сначала соединяют друг с другом, затем сушат и, только после этого крепят к ДСП.
При такой технологии покрытие делают в виде ленты. Рисунок на нем формируют с помощью цилиндра с установленной матрицей, аналогично формированию рисунка при кашировани.
Разница с кашированием в том, что ленту крепят без клея, прогревая пропитывающие бумагу смолы до расплавления и смешивания со смолой в ДСП.
Каширование
При кашировании сначала подготавливают облицовочный материал, для чего все слои укладывают по порядку и пропечатывают на них рисунок с помощью холодного пресса.
При этом незастывшая смола различных слоев смешивается, благодаря чему покрытие превращается в широкую и длинную ленту.
Если для печати рисунка применяют цилиндрический штамп, то возникает возможность делать ленты любой длины.
Многие небольшие предприятия, производящие ламинат с объемной текстурой, предпочитают не тратиться на дорогостоящее оборудование, необходимое для изготовления ленты, а покупать уже готовый материал.
Готовую ленту отправляют в сушилку, затем сматывают в рулоны, которые поставляют на участок каширования. Там облицовочный материал обрезают по размеру и укладывают на смазанную специальным клеем плиту, затем придавливают прессом и прогревают до тех пор, пока клей полностью не полимеризуется.
Благодаря этой технологии облицовка проходит быстрее, ведь не приходится прогревать каждый слой покрытия отдельно, поэтому предприятие может производить больше продукции.
Минус этой технологии в том, что приклеенная облицовка держится гораздо слабей, чем настоящее ламинирование.
Гладкое ламинирование
Эта технология сходна с кашированием, однако является полноценным ламинированием, ведь при нагреве смола покрытия и плиты смешиваются, образуя единый материал. Кроме того, на участке подготовки ленты нет пресса для создания рисунка.
Для создания гладкой поверхности достаточно уложить 2 слоя, нижний из которых будет сделан из бумаги, а верхний — из специальной пленки, которая при нагреве образует прочное и прозрачное покрытие.
Благодаря тому, что крупные производители ЛДСП постоянно ищут способы увеличения технологичности производства и снижения затрат, в этот процесс постоянно вносят различные изменения, суть которых производители держат втайне. Ведь любое улучшение качества ламинирующего покрытия, равно как и снижение затрат, делает их продукцию более конкурентоспособной.
Документы, регламентирующие качество
Основной документ, регламентирующий качество и характеристики ЛДСП в России – это ГОСТ Р 52078-2003, который вы сможете найти по этой ссылке.
Существует и международный стандарт EN 14322:2004, который во многом сходен с российским. Его вы можете найти здесь.
Эти стандарты отличаются от принятых в отношении ДСП только требованиями к ламинирующему покрытию. Во всем остальном они полностью идентичны.
Кроме того, существуют различные ТУ (технические условия), которые разрабатывают как производители ламинированных древесностружечных плит, так и производители мебели. В ТУ прописывают те требования, которые не вошли в общепринятые стандарты или по каким-то причинам выбиваются из них.
К примеру, в ТУ могут быть прописаны нестандартные размеры продукции, а также указан подробный состав клея, отличающийся от того, что предприятие использует при производстве обычного ДСП.
Оборудование: завод и его составляющие
В большинстве случаев для ламинирования ДСП используется многофункциональное устройство, которое называют ламинатор. Его основа – мощный пресс с паровым или масляным нагревом плиты, а также с возможностью установки матриц с необходимым рисунком.
Ламинатор может быть большим, способным обрабатывать листы максимального размера, а также средним или маленьким. Если установлен большой пресс, то после охлаждения ламинированный лист поступает на раскроечный станок, полностью аналогичный тому, что применяют при производстве ДСП.
Кроме того, ламинатор бывает одно- или двухсторонним, то есть наклеивать пленку только с лицевой стороны или одновременно обрабатывать лицевую и заднюю плоскости.
Прессы среднего размера предназначены для ламинирования уже нарезанных плит, размер которых соответствует требованиям ГОСТ Р 52078-2003 и EN 14322:2004.
Малый пресс предназначен для ламинирования готовых деталей, например, входных и межкомнатных дверей или мебельных элементов. Поэтому предприятию следует выбирать ламинатор исходя из ассортимента продукции.
Кроме того, вместе с большим или средним ламинатором нередко используют линию по укладке ленты, которая также выполняет несколько функций:
определяет качество подготовки поверхности ДСП к дальнейшей обработке;
укладывает ленту на плиту и правильно ориентирует ее;
обрезает излишки ленты.
На предприятиях, где установлены малые ламинаторы, эту операцию обычно выполняет специально подготовленный работник высокой квалификации, укладывающий и обрезающий ленту вручную. Чаще всего так поступают на мебельных фабриках, когда приходится изготавливать детали, которые по каким-то причинам нельзя вырезать из целого листа.
Похожим образом поступают и на крупных деревообрабатывающих цехах или производствах, изготавливающих не только мебель, но и различную столярную продукцию.
Ламинатор можно использовать не только для ламинирования, но и для обычного приклеивания, поэтому нет смысла тратиться на специальную линию.
Нередко среднюю и малую плиту после охлаждения подают на раскроечный станок, который отрезает 1–2 мм плиты, формируя ровную кромку. Такой станок оснащают дисковыми пилами большого диаметра с напайками из твердых сплавов или с алмазным напылением.
Перемещают плиты по всей линии с помощью ленточных транспортеров и вакуумных подъемников, причем все операции происходят в автоматическом режиме.
Стоимость оборудования зависит от многих факторов, поэтому большинство предприятий, выпускающих такие линии и отдельные станки, озвучивают цену только после предоставления заказчиком конкретных требований по конфигурации и производительности.
На Алиэкспресс и других площадках можно встретить отдельные устройства и целые линии с указанием примерной стоимости без учета доставки и монтажа.
Средний односторонний ламинатор для плит размером 1220*2440 мм можно приобрести за 100–200 тысяч долларов США, а линия подачи ламинирующей ленты шириной 60–120 см обойдется в 18–25 тысяч долларов США.
Кромочная лента
При изготовлении ЛДСП ламинируют только лицевую и обратную поверхности, а кромки остаются без покрытия. Поэтому предприятия, выпускающие ЛДСП, вместе с ней поставляют и кромочную ленту, которую используют для самостоятельного ламинирования торцов.
Цвет ленты полностью соответствует цвету плиты, поэтому после наклейки ленты вся плита становится одноцветной.
Ленту для кромления, то есть оклейки кромок, делают заметно тоньше, чем ту, что применяют при облицовке древесностружечных плит на производстве. Ведь в условиях мебельной мастерской невозможно создать настолько высокое давление и большинство мастеров обходится обычным утюгом, прогревая им уложенную на кромку ленту.
Как ламинировать ДСП самостоятельно?
Не всегда ЛДСП, которую можно приобрести в магазинах, подходит по цвету или рисунку, поэтому можно облицевать плиту самостоятельно.
Для этого хорошо подойдут различные виды декоративных пленок, которые продают в строительных магазинах.
Пленки бывают самоклеящимися и обычными.
Для нанесения самоклеящейся пленки с нее снимают тонкое защитное покрытие и укладывают на очищенный от грязи и пыли лист ДСП, затем прокатывают валиком, удаляя пузырьки воздуха.
Для нанесения обычной пленки применяют специальный клей, рекомендованный производителем пленки, затем выжидают 2–5 минут и аккуратно накладывают пленку, не допуская появления складок.
Такие способы позволяют наклеивать на ДСП лишь те рисунки, которые есть в магазине, поэтому можно использовать метод, который применяли во времена СССР, когда ЛДСП была в огромном дефиците.
На очищенную от пыли и грязи поверхность ДСП наносили тонкий слой грунтовки (ПВА, разбавленный водой в соотношении 5:1). Затем на листах альбомной бумаги делали желаемый рисунок и с обратной стороны грунтовали ПВА.
Через 2–4 дня, когда клей полностью застыл, листы с рисунком раскладывали на поверхности ДСП так, чтобы собрать рисунок воедино. Затем каждый лист прогревали с помощью утюга.
Если все листы были правильно уложены и прогреты, то после охлаждения они образовывали сплошной рисунок, полностью покрывавший всю поверхность плиты.
Однако сдвиг любого из листов приводил к нарушению рисунка и портил всю картину, поэтому для большей надежности старались достать не альбомную, а типографскую бумагу, которая превосходила плиту по размерам.
Готовый рисунок покрывали мебельным или паркетным лаком в 2–3 слоя и получали самодельный ламинат с невысокой прочностью покрытия, зато с необходимым рисунком.
Видео по теме
На этом видео можно увидеть работу завода по производству ЛДСП:
Вывод
Производство ЛДСП – это сложный процесс, включающий в себя много операций, поэтому для превращения обычных древесностружечных плит в ламинированные необходим участок с хорошим оборудованием.
Прочитав статью, вы узнали, как происходит процесс ламинирования и можно ли его сделать самостоятельно.
















 Ламинат довольно "молодое" напольное покрытие, начал свою историю в Швеции в конце 70-х годов ХХ века. Набирая обороты ламинат вытесняет с рынка другие, виды напольных покрытий. Особенно ламинат ударил по эластичным напольным покрытиям.
Ламинат довольно "молодое" напольное покрытие, начал свою историю в Швеции в конце 70-х годов ХХ века. Набирая обороты ламинат вытесняет с рынка другие, виды напольных покрытий. Особенно ламинат ударил по эластичным напольным покрытиям.






 Необходимо понимать, что качественный ламинат возможно произвести только на современном оборудовании и в подходящих условиях
Необходимо понимать, что качественный ламинат возможно произвести только на современном оборудовании и в подходящих условиях 






 Ламинированное покрытие более влагостойкое и износостойкое, а так же менее подвержено стиранию, чем линолеумное. Производители ламината могут предложить огромный выбор продукции, отличающейся друг от друга декоративными элементами и цветовой гаммой. Современные технологии позволяют имитировать внешнее покрытие ламината под ценные породы древесины или другие материалы.
Ламинированное покрытие более влагостойкое и износостойкое, а так же менее подвержено стиранию, чем линолеумное. Производители ламината могут предложить огромный выбор продукции, отличающейся друг от друга декоративными элементами и цветовой гаммой. Современные технологии позволяют имитировать внешнее покрытие ламината под ценные породы древесины или другие материалы.
 Основные характеристики, такие как:
Основные характеристики, такие как:


 Кроме того, ламинатор бывает одно- или двухсторонним, то есть наклеивать пленку только с лицевой стороны или одновременно обрабатывать лицевую и заднюю плоскости.
Кроме того, ламинатор бывает одно- или двухсторонним, то есть наклеивать пленку только с лицевой стороны или одновременно обрабатывать лицевую и заднюю плоскости.
 Не всегда ЛДСП, которую можно приобрести в магазинах, подходит по цвету или рисунку, поэтому можно облицевать плиту самостоятельно.
Не всегда ЛДСП, которую можно приобрести в магазинах, подходит по цвету или рисунку, поэтому можно облицевать плиту самостоятельно.